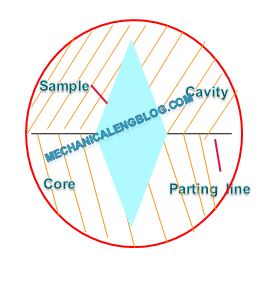
In plastics injection molding, parting line is the dividing line on sample that separate cavity and core. Product will change draft angle direction at parting line.
Flash trouble always appear at parting line. Sometimes, to improve flash we will make step at parting line. For this changing, you have to meet designer because components use to assemble with this part need change, too.
What do we care when select parting line for plastics injection mold.
+ Plastic products can be released. This is the first principles. Parting surface is always at the largest of plastic product.
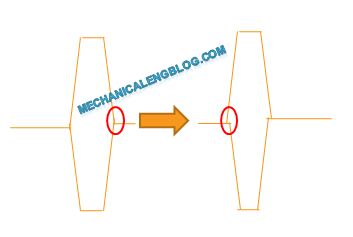
+ To push final samples out of mold easy.
+ Make core, cavity easy. Parting line will separate core and cavity so we need control depth of cavity. If cavity is depth, it is difficult for manufacturing, increase cost of mold, injection molding process, spec, appearance.
+ Parting surface have to manufacture easier. If you can use flat parting surface, it is the best, then you don’t need to consider using the curved surface and angular surface. Curved surface and angle surface need more time for manufacturing and assembly.
+ Appearance of final sample is the best. In injection molding process, sample usually has flash at parting line. So we need select location where rework flash easy. Parting surface should be avoided in the plastic products on smooth surface and exterior surface.
+ Design gate, runner system easy, flow of material is the best.
+ If sample have an under cut. Check under cut area that make slide cores, angular cores and to push sample out of mold easily. Slide core and angular core have to less moving distance.
+ Important dimension don’t cut at parting line. When mold moving, slide cores and angular cores can make step at this area. Dimension will have trouble.

Thanks for the sharing this blog with us. i like it very much. Mold making is an integral part of the plastic injection molding process. We have an in-house mold manufacturing facility that we take great pride in. This helps us become a one stop solution for your project.
Damn informative!! Impressively defined!! Thanks for sharing such a nice post about injection molding. I would like to reveal a giant name in the field of Mold Manufacturing “Monroe Mold”. I have dealt with quite a few Blow Mold Manufacturer and found their products very affordable. One can reach them by calling at 734-241-6898. Hope it helps. Cheers!!
I appreciate the principles of parting line design you did.
It is difficult to have design rules about parting surfaces.