In this post I will explain construction injection mold classification. Injection mold classification depend on structure plastic parts. If a sample has compound shape, the mold is more difficult than simple shape, and we design mold we need to take care injection machine, number of cavities, plastic material,… of customer.
I. Follow mold structure, as my opinion, there are 7 classifications of injection mold.
1. Standard mold – two plate mold.
This is very simple injection mold. It decides in two side: cavity side and core side. A cavity makes outside of product, core makes inside of product. It has one parting line, on mold open direction. This mold use in all kinds of plastics that haven’t undercut, inner, screw.
Core side construct to make ejector system.
You can read this post for more detail: two plate mold review plastic molding
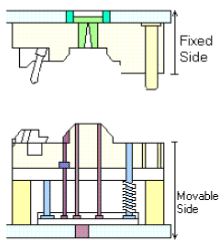
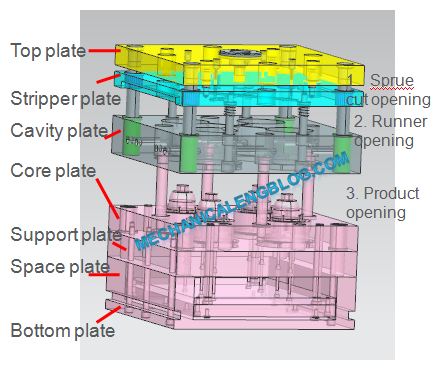
2. Three plates mold.
A three plates mold has two parting lines. Mold has two opening, one open for gate cutting and one open to open mold and push product out of the mold.
Three plates mold use to make gate flexibility.
You can read this post for more detail: Plastic injection molding three plate mold
3. Slider mold.
This mold use slide parts in carious mold type, slide mold is transfer horizontal movement of mold to vertical movement. The slide part of mold solve undercut of product.

You can read this post for: Injection molding design construction slide core
Slider cooling channel construction in mold injection
4. Screw mold.
In screw mold, core plate can rotate to push sample out of the mold.
5. Stripper ejector mold.
This mold can solve shape cup without undercut. There are stripper plate between core plate and cavity plate. When mold open, ejector system will push to stripper plate and stripper plate push sample out of the mold.
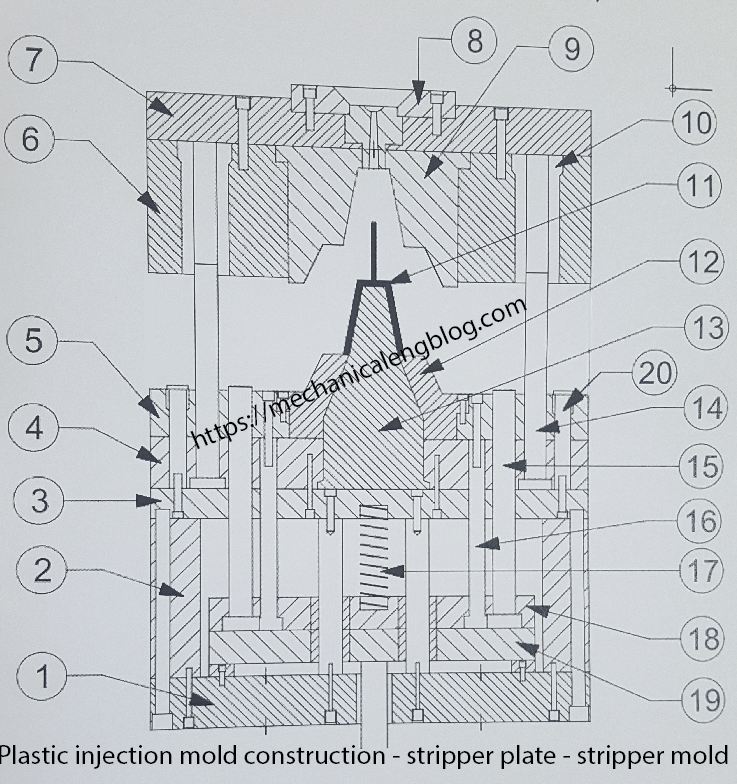
You can read this post for more detail: Stripper mold construction | stripper plate
6. Split cavity mold.
The split cavity mold same 2 plate mold but the cavity has split block to make undercut of product or external threads.
This mold will use when slider is not enough to make undercut of the threads.
Because cavity need to open to solve undercut or threads so mold construction is difficult.
II. Follow runner temperature, as my opinion, there are two types of mold: hot runner and cold runner.
1. Hot runner mold.
2. Cold runner mold.


Leave a Reply