Calculate clamping force is necessary in injection molding process. It is force to keep mold closed when injection machine push molten plastics in to injection mold. This post will explain about clamping device, calculation of the clamping force, projected area and injection pressure,…
1. Clamping Device.
The clamping device tightens the mold with great force to prevent the mold from opening and closing due to the pressure from injection. Nowadays it generally runs by hydraulic force.
There are two major systems: the direct pressure system and the toggle system:
+ Direct Pressure System: It uses to clamp mold on injection machine by the hydraulic force. The clamping force works anywhere as long as it is within clamping stroke range.
+ Toggle System: It is “toggle link”. Clamping force comes from mechanical power, but the force works only when the toggle arm is fully extended. Therefore, it is necessary to adjust the clamping device according to the mold thickness.
This is comparison between the direct pressure system and the toggle system.

2. How to calculate clamping force injection molding?
The clamping force is proportional to the projected area of the molding, runner and must be opposed by the clamping force. Although a proportion of the pressure produced by the injection cylinder is transmitted to the cavity, various losses occurring in the heating cylinder, nozzle and gate. We can consider that force acts on the mold to make it open can be calculated from the following formula:
Force (N) = Pressure (MPA) x Sample projection Area (mm 2)
+ What is sample projection area?
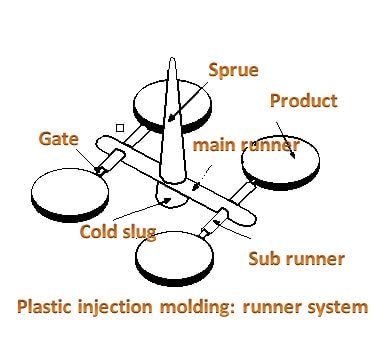
Sample projection area is area that one line with mold base parting line for complete calculation, calculates the runner projected area and parted projected area is more precision. See, picture below to imagine of projected area.

+ What is injection pressure?
There are two main injection pressure in injection molding process: the fill pressure (primary pressure) and the hold pressure (secondary pressure). The fill pressure usually is stronger than the hold pressure. The fill pressure push molten plastics in to cavity and make shape of product. When temperature of resin is down, crystalline resin like novaduran will cause a bog shrink, therefore the hold pressure is necessary for filling up and shrinkage improvement. If you increase the hold pressure, you can improve the sink marks, but if it increase too much, sample will have burr, flash.
+ How to calculate injection pressure?
Injection pressure can calculate by formula.
F=a.p (kgf)
P=ap/A (kgf/cm²)
F: Force that create by pressure of piston
a: pressured area of piston (cm²)
A: Screw pressure inner area (cm²)
p: Hydraulic pressure kgf/cm²
P: maximum injection pressure (kgf/cm²)


Hi to every body, it’s my first visit of this webpage; this website
carries remarkable and actually excellent data for visitors.
The illustration is very good and conveyed the calculation details so effortlessly. Thanks for the helpful guide, keep sharing more.