Weld line in injection molding is line where two or more flow molten plastics knit together. These lines occur usually around holes or obstructions and cause locally weak areas in the molded part.

Weld line are formed whenever melt fronts separate and recombine at some downstream location. It is formed when parts have multiple gates, due to flow around cores, or due to jetting.
I. Cause of weld line defect.
Weld lines could be caused by different causes: material selection, parts design, injection molding design, injection condition, injection machine
1.1. Material selection.
Weld line are more of a problem with some plastic materials than with others. Material variables that should be considered include morphology, average molecular weight and additive package,…
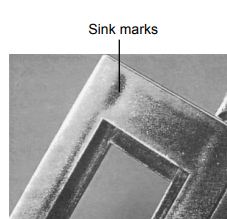
1.2. Part design.
Holes, boss, wall thickness design not good so make many weld lines in parts.
Picture below is one example for design

1.3. Mold design.
When we choose gate location, number of gate, gas vent system,… not good, it will make many weld lines in parts.
Example below will show different when we choose number of gate.

1.4. Injection condition and injection machine.
+ Low temperature of molding machine barrel.
+ Inadequate back pressure.
+ Injection pressure or injection speed is too low.
+ Low mold temperature.
II. Weld line injection molding troubleshooting
1. Weld line section presents notch or gloss difference.
+ Increase mold temp, or materials’ temp, or holding pressure.
+ Adjust injection speed.
+ Optimize holding pressure time.
+ Improve vent inside the mold.
+ Move gate (to where it is not visible).
2. Weld line section presents discoloration.
+ Use pigment with small particles, and round-shaped particles.
+ Move gate (to where it is not visible).
+ Use light materials.
3. Weld line section presents glass fiver streaks.
+ Use bead-type pigment.
+ Move gate (to where it is not visible).
4. Special process is applicable.
+ Use special process.(Above mentioned)
5. Strength in weld line section is insufficient.
+ Increase materials’ temp, and holding pressure, or mold temp, or thickness.
+ Optimize vent inside of mold.
+ Add supplementary flow passing through weld line section. (assistant cavity)
+ Use materials with high weld line stability.
+ Move gate.

Hi! I am having some major issues with a LSR overmold on an electronic item. Could you shoot me an email?
Hello team,
I have issue of weld line coming in pet preform. It’s not coming continuously it is coming only in start up of the machine around 20 minutes then it will be producing good preform after that. Please can anyone suggest me what I can do.
Thanqu
Sorry, i don’t have more experience with pet resin. But to improve weld line, you can increase mold or resin temperature