Design injection mold cooling system is very important. Cooling time is the longest circle in injection molding process, it takes up 50~80% of molding circle. Molten plastic has high temperature, If we don’t make cooling channels, the molding circle is very long, it is cause of molded defect as bending, sink marks, weld line, short shot…
I. Injection mold cooling system overview.
1. Injection molding cooling method.
1. Cooling by air: Heat radiating to air, with this method, mold cold is slowly.
2. Cooling by cooling materials.
+ Ethylene glycol and water. This is the common method for mold cooling. Cooling material will push in to the cooling channel of the mold and it makes mold cooling.
2. Injection mold cooling process.
This picture below will explain a basic cooling channel system.

A: Collection manifold.
B: Mold.
C: Supply manifold.
D: Pump.
E: Regular cooling channels.
F: Hoses.
G: Baffle.
H: Temperature Controller.
3. Injection mold cooling system design need following remarks.
+ When we design a mold, we need to make cooling channel near the biggest thickness of products.
+ Diameter of cooling channel usually is bigger than 8 mm, It need equal through cooling channel.
+ Adjusts the mold temperature by pouring a large amount of water having a temperature close to the temperature required for molding.
+ Increase the number of the cooling channel rather than enlarge the diameter of one cooling channel.
+ Use mold material that has high heat conductivity to improve effectiveness of cold water.
+ Make sure core insert, slider core,… can be cooling. It it can not be cold, we need to change the mold design.
+ Increase number of the cooling channel rather than increase length of cooling channel. If cooling channel is too long, Δt is bigger than 3 degree. Δt is different between input and output temperature.
4. Dimension of cooling channel.
Cooling channel diameter should more for thicker wall thickness. This picture below will show this relation.
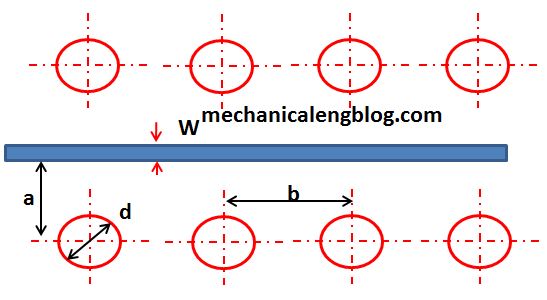
| W: thickness of product (mm) | 2 mm | 2~4 mm | 4~6 mm |
| d: Diameter of cooling channel (mm) | 8~10 mm | 10~12 mm | 12~14 mm |
| b: Distance between two cooling channels | 2~3d | ||
| a: Distance from cooling change to product | 2~2.5d | ||
II. Injection mold cooling layout.
1. Core, cavity and mold base cooling.
Because molten plastic push in to core and cavity so it is the hottest location in the injection mold. To make cooling process faster, reduce cycle time, cooling for a core and cavity are necessary.
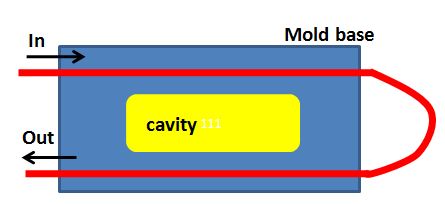
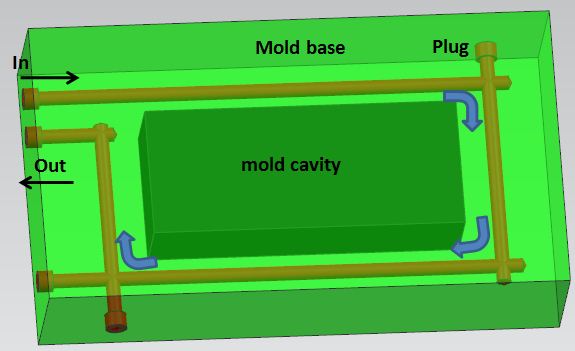
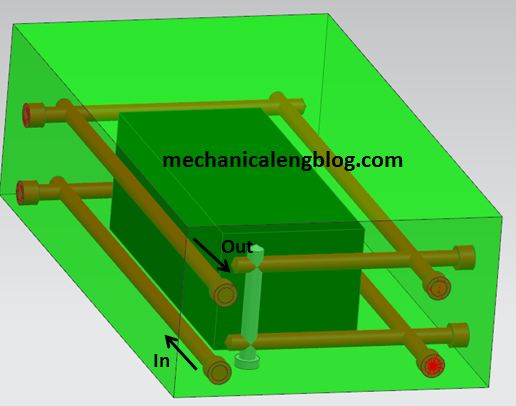
2. Cooling layout between a core and mold base construction.
This picture below following mold base and cavity connection.

1. Mold base – cavity plate.
2. Insert cavity.
3. Cooling joint plug.
4. O-ring. It prevents cooling materials over the injection mold.

Hi there, is it possible to cool a plastic injecting moulded product in a short time frame that will have some mass areas of 120mm x 70mm x 250mm in a length of 2400mm overall?
Sorry, It is so long and I haven’t done this sample.
Thank you very much for your analysis. Our company is also engaged in the plastic injection molded products and your article is very helpful to us. Our company’s website is https://zetarindustry.com
We are looking forward to the publication of your article soon and it will inspire us more.