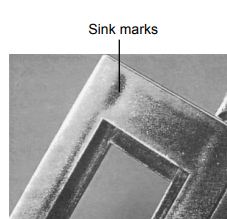
Sink marks appear when thermal shrinkage of plastics material is not compensated. A sink mark usually appear at rib, boss position, or thickness of product is changed. This post I will explain about cause and sink mark troubleshooting.
I. Sink mark causes.
+ Thickness of product is not equal, samples usually have sink marks at transfer thickness.
+ Temperature of cylinder, or mold temperature is high.
+ Cooling time and holding pressure time is low, samples is not cold.
+ Holding pressure, injection pressure is low, samples can not fill in the mold.
+ When setup injection machine, plastics materials is smaller than we need.
+ Gate and runner are small so molten plastics can not fill in the mold under high pressure.
II. Injection molding sink mark troubleshooting
+ Check cushion amount of remaining materials. If it is too small, we need to increase materials, cushion about 3 mm. Check screw tip (non-return value), or barrel (cylinder).
+ Increase holding pressure, holding pressure time, and cooling time.
+ Reduce mold temperature, material temperature, and injection speed.
+ Check size of runner, gate. We can increase dimension of runner and gate to prevent molten plastics cooling early.
+ Make more air vent for this mold.
+ Decrease thickness of product at sink marks area, make rib if it is necessary.


Leave a Reply