To continue P1, today i will update plastic molding basic design: draft angle of sample, boss of sample,….
1.Plastic molding: How to make draft angle of product.
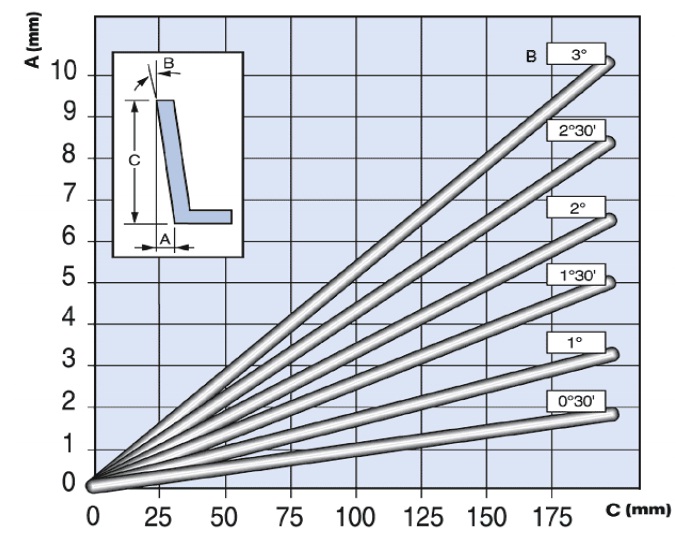
If the draft angle is not enough, resist when releasing the mold will be big and the molded product might deform by the ejector pin, so the draft angle should be taken as big as possible.

The picture below will show for you how to choose draft angle of product.
1.1. Box, top form
: Make the draft angle of the outside (cavity side) big to make it easy to take out. Make the inside bit small to take balance of the cavity left and the core (outside 1 to 2°, inside 0.5 to 1°). When placing the inverse warpage as a countermeasure against the warpage, taking the draft angle bigger is good.
1.2. Boss
: Boss is relatively difficult to take out, so the draft angle need to be big (0.5 to 1°). The base area will be big if the boss height is high, so making a hollow is one way to prevent the sink marks.
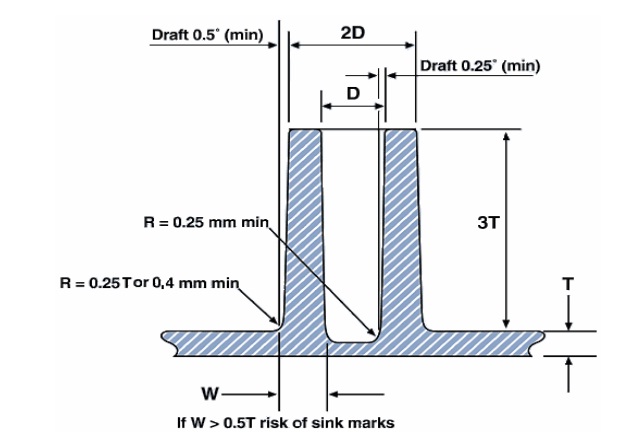
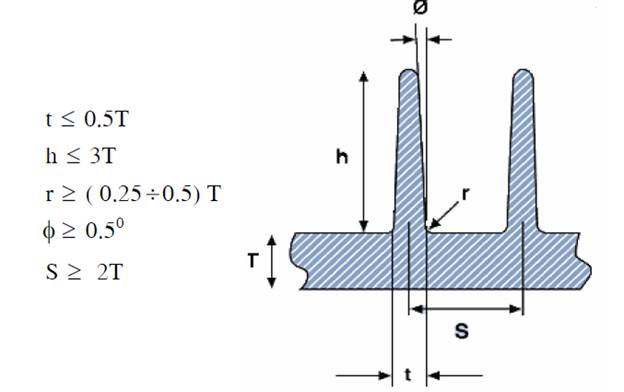
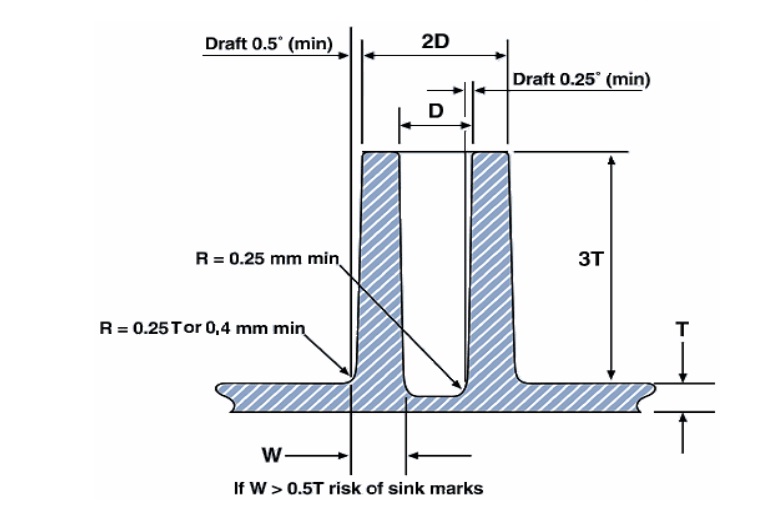
1.3. Rib
: In the case of longitudinal rib, draft angle of more than 0.25°, in the case of bottom rib, draft angle of more than 0.5°is referred. Also, from workability point of view, more than 1mm thickness for the tip of a rib is preferred.
2. Plastic molding: how to make boss of product.
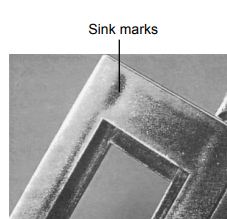
Boss functions as an assemblage of the molded product, and is used in a self-tapping screw mounting press fit. If boss is too thick or the root radius is too round, it will be the cause of sink marks and air bubbles, which will end up with poor appearance and strength reduction.
+ If we need to increase durability of boss, we can add rib for its. The picture below will show how to make ribs for boss.


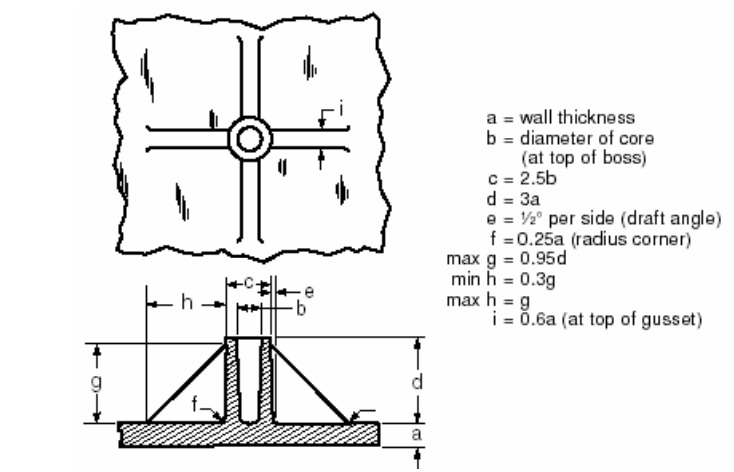
+ If boss for self-tapping screw is too big, there will be sink marks on the surface of the molded product, and if it is too small, when screwing the self-tapping screw, it might cause crack. General design example of boss for self-tapping screw is shown in picture below.



Leave a Reply