Gate is the connector between runner and cavity. Gate design following : location, number, geometry, dimension,… is very important for appearance, production efficiency, dimension accuracy.
I. Function of gate system.
+ Gate control the volume and direction of molten plastic flow in the injection mold.
+ At close the molten plastics in the mold until it solidifies, and to block the molten plastic flow back to the runners.
+ Generate heat by viscous dissipation due to shear at the narrow gate portion, and thus to raise polymer temperature so that flow mark and weld line.
+ Make it easy to cut off the runner, and to simplify post treatment of products.
+ Adjust assure gate balance in the case of a multi cavity mold or multi gates.
II. How to choose gate location.
+ Gate open in the thickest section of plastic part, so that the gate slows down cooling process. It is conducive to melt into the cavity through the feeding gate, it appears difficult to depression and other defects.
+ Gate location make the process of melt in the shortest, the smallest flow changes, the minimum energy loss, usually the center injection gate is better plastic parts.
+ Easy to improve gas. If the melt into the cavity of the premature closure of the exhaust system will make the gas cavity is difficult to discharge, as well as affecting the product quality, then, should melt to reach the final position of the cavity to open exhaust ducts.
+ Number of gates should not too much. If the gate into the cavity from a few, it will increase weld lines. If don’t special needs, do not set more than two gates.
+ Injection gate location should enable the melt flow around the cavity from the main channel to the same or similar processes to reduce the production of weld marks.
III. Type of gate design.
1. Direct gate or sprue gate.
Used in the case of single cavity, or when placing the gate directly to the base of the molded product. Residual strain tend to occur because the injection pressure will directly apply to the molded product. Mold construction is the simplest.
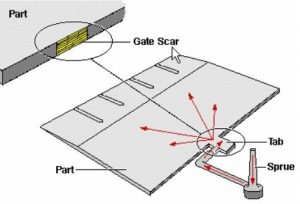
2. Tab gate.
This is a method that set up a tab on the side of the molded product, and place a gate there. Normally, the gate and the tab should be placed at a right angle. Gate seal will happen on the gate part, so suppressing residual strain and flow marks inside the tab are possible.
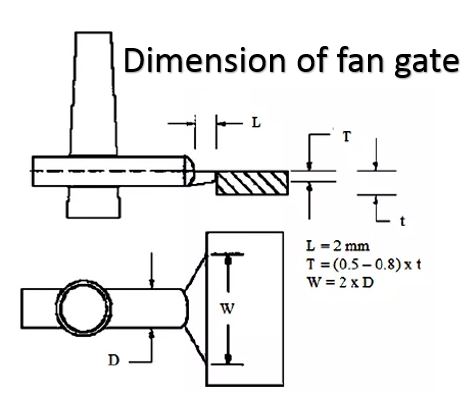
3. Fan gate.
Its structure is similar to the side gate, but gate width is bigger and fan-shaped. Used in large size molded product.

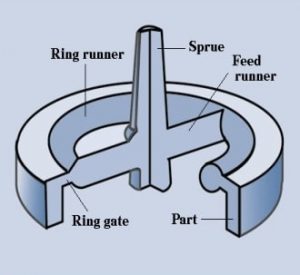
4. Ring gate.
Used like the disk gate. Ring part must get filled first and then the cylinder part, otherwise the weld will occur.
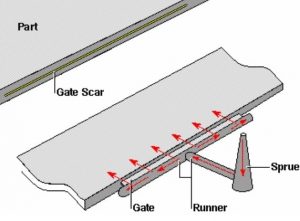
5. Edge gate.
This type is most generally adopted, and used well in multi-cavity mold. Its shape is rectangle or semicircle, and placed at side of the molded product.

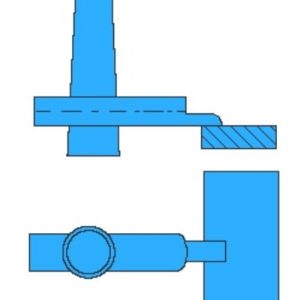
6. Overlap gate.
It is the same side gate but gate have in front of products
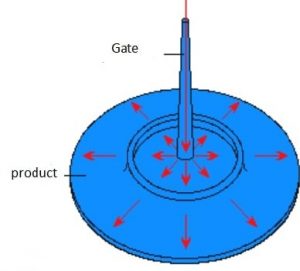
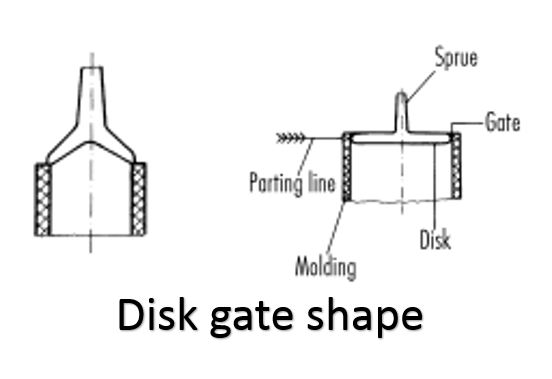
7. Dis gate.
This gate is used to prevent eccentricity and weld when molding disk or cylinder shaped one. However, there is a disadvantage that the finishing of the gate part is difficult.

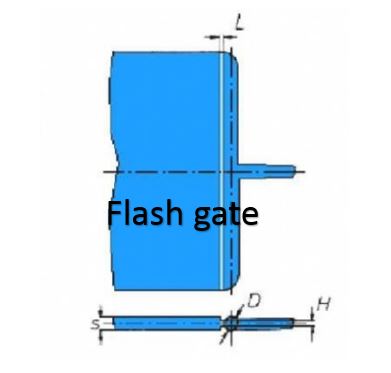
8. Flash gate.
This type will be applied to the plate shaped molded product. This type is effective effective at preventing deformation by suppressing residual strain.

I appreciate you explaining how the gate system works in injection molding. I like how you said that it makes it easier to cut off the runner. My son is into manufacturing engineering. He would be interested to know that the gate system makes injection molding better.
In molding industry , we often use self degating system as tunnel gate , hot tip gate with hot runner system and edge gate . I appreciate your mechanical blog , continue .